
吴经理:188 5801 1231
陈经理:138 5828 5673
电话:0574-86322398
传真:0574-86322378
邮箱:6882601@163.com
地址:宁波庄市工业开发区庄市大道288号

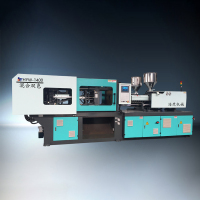
HYW—1380单色机主要技术参数 | ||||
名称 | 单位 | 数值 | ||
A | B | C | ||
螺杆直径 ScrewDiameter | mm | 38 | 42 | 45 |
螺杆长径比 ScrewL/DRatio | L/D | 22 | 20 | 18.5 |
理论注射容积 ShotVolume | cm³ | 220 | 270 | 311 |
实际注射质量 ShotWeight(ps) | g | 198 | 243 | 280 |
注射速率 InjectionRate | g/s | 91 | 110 | 128 |
塑化能力 PlasticizingCapacity(PS) | g/s | 19 | 24 | 27 |
注射压力 InjectionPressure | Mpa | 199 | 163 | 142 |
螺杆转速 ScrewSpeed | rpm | 0-200 | ||
合模力 ClampingForce | KN | 1380 | ||
开模行程 PlatenStroke | mm | 380 | ||
拉杆内间距 SpaceBetweenTie-bars | mm | 427×405 | ||
最 大模厚 Max.MouldThickness | mm | 450 | ||
最小模厚 Min.MouldThickness | mm | 150 | ||
顶出行程 EjectorStokeDistance | mm | 120 | ||
液压顶出力 EjectorTonnage | KN | 38 | ||
油泵最 大压力 Max.PumpPressure | Mpa | 16 | ||
油泵马达功率 MotorPower | KW | 13 | ||
电热功率 HeaterPower | KW | 7.7 | ||
机器外形尺寸 MachineDimesions(LXWXH) | m | 4.50×1.10×1.70 | ||
重量(约) MachineWeight(about) | T | 4.1 | ||
(注:以上参数仅供参考,如有变动不另行通知。) | ||||
网络优化资料:
筒体加热与冷却注射成型机筒体加热方式有电阻电热,陶瓷加热,铸铝加热,根据使用场合和加工物料的合理设置,常用的有电阻加热和陶瓷加热,为了符合注射工艺的要求,注塑机生产厂商筒体要分段控制,小机3段,大机一般5段。冷却剂是指给加料用的冷却剂,由于加料用的温度过高,固料在加料时会“架桥”,堵塞料口,从而影响加料段的输送效率,所以在这里设置一套水套来冷却加料。我们的工厂是用循环冷却水冷却加料口的。
功能喷嘴是连接塑化装置和模具流道的重要部件,喷嘴具有以下几种功能:①预塑,设置背压,排除气体,防止熔体溢出,提高塑化能力和计量精度;②注射,与模具主浇套形成接触压力,保持喷嘴与浇套之间保持良好的接触,形成封闭的流道,【江南电竞】中国有限公司官网排名防止塑料熔体在高压下溢出;③喷嘴还具有调温、保温和断料的功能;⑥减少小熔体在进出口时产生的粘弹效应和涡流损失,以便于向模具制品中补料,同时在冷却定型时增加阻力,减少或防止熔体向模具内部流动。


 咨询热线:0574-86322398
咨询热线:0574-86322398






 地址:宁波庄市工业开发区庄市大道288号
地址:宁波庄市工业开发区庄市大道288号 吴经理:188 5801 1231
吴经理:188 5801 1231 邮箱:6882601@163.com
邮箱:6882601@163.com